-
Электронное Письмо
bobangzg@gmail.com -
Телефон
+86-18874101857




Центральное поворотное соединение машины динамического уплотнения
Когда говорят про центральное поворотное соединение машины динамического уплотнения, многие сразу думают про герметичность и давление. Да, это важно, но если копнуть глубже в реальную эксплуатацию, особенно на наших объектах — аэропорты, портовые намывы — то вылезает совсем другая история. Основная проблема не в том, чтобы оно не текло в первый месяц, а в том, как оно ведёт себя после полугода постоянных ударных нагрузок, когда машина работает на уплотнении насыпных грунтов с включениями. Частая ошибка — оценивать соединение изолированно, по паспортным данным по моменту и давлению. А на деле критичным становится совокупный ресурс на циклическое кручение с одновременной осевой вибрацией от молота. Именно здесь и кроются все основные поломки и простои.
Конструкция, которая работает, а не просто выглядит на бумаге
Если взять типовую схему, то многие производители идут по пути стандартного поворотного соединения для гидравлики, просто увеличивая габариты. Но в динамическом уплотнении есть нюанс — постоянные знакопеременные нагрузки от обратного удара. Ось соединения испытывает не только крутящий момент от привода вращения, но и поперечные нагрузки, когда трамбовочная плита натыкается на жёсткий включение в грунте. Конструкция уплотнений в этом случае должна это компенсировать, иначе начинается разнос зазоров и течь.
Мы через это прошли на одном из проектов по строительству подъездных путей к порту. Машины тогда работали на участке с остатками старого фундамента, грунт был крайне неоднородный. Соединения, которые отлично себя показывали на испытаниях, начали ?потеть? уже через 200 моточасов. Разборка показала, что манжетные уплотнения были просто срезаны из-за микроперекосов вала, которые не были учтены в расчётах. Пришлось на ходу искать решение.
В итоге, в кооперации с инженерами из ООО Хунань Бобан Тяжёлая Промышленность, которые как раз глубоко в теме динамического уплотнения с 2006 года, пришли к пересмотру самой схемы. Вместо одного ряда уплотнений стали ставить два, со смещённым углом контакта, а в материал добавили армирующие элементы для устойчивости к поперечным смещениям. Это не было революцией, но это сработало. Ресурс увеличился втрое. Их подход, ориентированный именно на оборудование для работ с высоким крутящим моментом в вертикальном направлении, здесь очень пригодился.
Материалы и ресурс: где экономить нельзя
Вторая большая тема — это материалы корпуса и внутренних втулок. Дешёвые варианты из обычной закалённой стали подходят разве что для полигона. В реальных условиях, особенно при работе в приморских зонах или с химически активными грунтами, коррозия съедает всё. Видел случаи, когда за сезон соединение просто прикипало, и его невозможно было разобрать для планового обслуживания — только срезка.
Здесь важно понимать среду. Например, для проектов на намывных территориях, где в грунте может быть высокая остаточная влажность и соли, обычные материалы не годятся. Нужна либо нержавеющая сталь для корпуса, либо очень качественное покрытие. Но покрытие — это палка о двух концах. При вибрациях оно может отслаиваться и забивать сами каналы.
Опыт ООО Хунань Бобан в этом плане показателен. Они в своих машинах для крупных инфраструктурных проектов, типа аэропортов, изначально закладывают материал с учётом агрессивных сред. Это не просто маркетинг, а реальные наработки. На их сайте https://www.bobang.ru можно увидеть, что спектр применения именно для капитального строительства. Значит, и материалы подбираются соответствующие. В нашем случае переход на их спецификацию по сплавам для втулок центрального соединения практически устранил проблему заклинивания.
Обслуживание в полевых условиях: теория vs реальность
В паспорте обычно пишут: ?техническое обслуживание каждые 500 моточасов?. Но кто в условиях графика строительства аэродромной полосы будет строго по манометру отслеживать эти часы? Реальность — обслуживание по остаточному принципу, когда уже что-то начало стучать или подтекать. Поэтому ключевое требование к центральному поворотному соединению — это ремонтопригодность в полевых условиях, без сложной оснастки.
Идеальная конструкция та, которую можно разобрать, заменить уплотнительный комплект и собрать обратно силами механика на объекте, имея под рукой стандартный набор ключей и съёмник. Если же для этого нужен пресс или термопечь для посадки подшипников — это провал. Простои техники на таких объектах стоят огромных денег.
Мы однажды попались на этом, используя соединение от одного европейского поставщика. Качество было отличное, но конструкция подразумевала нагрев корпуса для монтажа внутренней обоймы. В полевой мастерской этого сделать было невозможно. Пришлось везти узел в город, теряя время. После этого при выборе всегда смотрим на конструкцию разборки в первую очередь. У того же Бобана в некоторых моделях машин для динамического уплотнения сделали модульную конструкцию с фланцевым креплением внутреннего узла — очень удачное решение для быстрой замены.
Интеграция с системой управления: незаметная, но важная связка
Современные машины — это уже не просто механика с гидравликой. Всё больше систем с датчиками и контролем параметров в реальном времени. И центральное поворотное соединение здесь — не просто труба, а элемент системы. Через него проходят гидролинии, а иногда и каналы для передачи данных от датчиков на вращающейся части (например, датчика угла наклона мачты).
Проблема в надёжности этих каналов. Вибрация убивает любые нежные разъёмы. Нужно или резервное кольцевание контактов, или беспроводная передача данных с вращающейся платформы. Но беспроводная связь в условиях мощных электромагнитных помех от силового электрооборудования самой машины тоже может глючить.
Практическое решение, которое видел в работе — это выделенный, усиленный кабельный канал внутри полого вала соединения, с жёсткой фиксацией и силиконовыми демпферами. Да, это усложняет конструкцию, но зато данные с датчиков идут стабильно. Это критично для систем автоматического управления уплотнением, где нужно точно знать положение плиты. Без этого вся ?умность? машины теряет смысл.
Резюме: на что смотреть при выборе и эксплуатации
Итак, если подводить черту. Выбирая или оценивая центральное поворотное соединение машины динамического уплотнения, нужно смотреть не на максимальное давление в паспорте, а на три вещи. Первое — как конструкция гасит поперечные и ударные нагрузки, есть ли в ней запас на перекосы. Второе — из каких материалов сделаны ключевые изнашиваемые части и насколько они стойки к конкретной среде на вашем объекте. И третье — насколько оно ремонтопригодно в тех условиях, где будет работать машина.
Опыт компаний, которые давно в отрасли, как ООО Хунань Бобан Тяжёлая Промышленность, здесь бесценен. Их фокус на полную серию машин для динамического уплотнения и применение в серьёзных проектах означает, что большинство ?детских болезней? в конструкции уже пройдено. Их решения могут казаться простыми, но эта простота — результат множества итераций и работы на реальных объектах, от вибротрамбовочного оборудования до установок для вытеснительного уплотнения.
В конечном счёте, надёжное соединение — это тот элемент, который не должен привлекать к себе внимание. Если о нём не вспоминают в течение всего срока работы на объекте — значит, оно сделано правильно. А это и есть главный критерий успеха для любого узла в строительной технике.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Гидравлические цилиндры различных типов
Гидравлические цилиндры различных типов -
 Фрикционная лента сцепления для подъёма крюка лебёдки
Фрикционная лента сцепления для подъёма крюка лебёдки -
 BTM2600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM2600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 Гидромотор
Гидромотор -
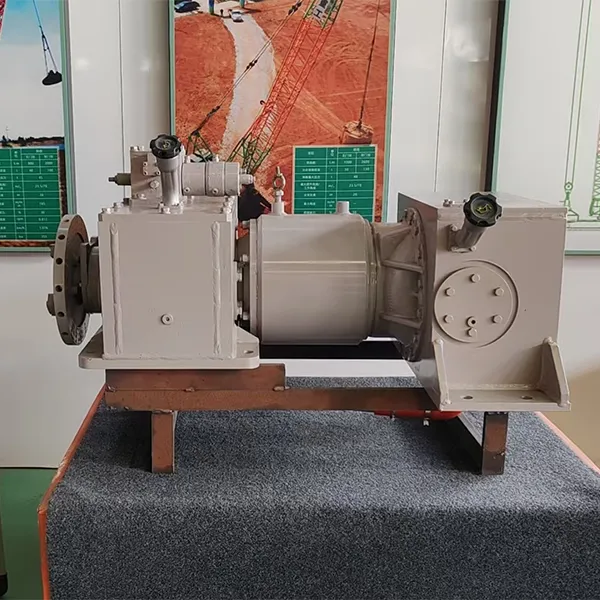 Модульный узел трансмиссии Т-серия
Модульный узел трансмиссии Т-серия -
 BTM1600HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM1600HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 BTM2000HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM2000HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 Специальные тормозные колодки для машины динамического уплотнения
Специальные тормозные колодки для машины динамического уплотнения -
 Поворотный шарнир для главного каната
Поворотный шарнир для главного каната -
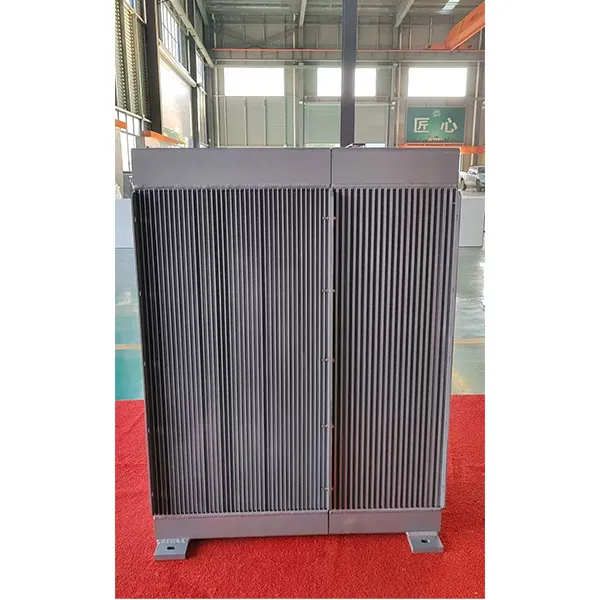 Промежуточный охладитель жидкости радиатора
Промежуточный охладитель жидкости радиатора -
 Модуль главной механической лебёдки
Модуль главной механической лебёдки -
 Блок интегрированной цифровой интеллектуальной системы электронного управления
Блок интегрированной цифровой интеллектуальной системы электронного управления
Связанный поиск
Связанный поиск- Краново-копровая машина динамического уплотнения с низкой себестоимостью
- Редуктор поворота машины динамического уплотнения
- Дизельные молоты краново-копровой машины динамического уплотнения
- Ручная катковая краново-копровая машина динамического уплотнения
- Главный клапан машины динамического уплотнения
- Б/у краново-копровая машина динамического уплотнения Yutong
- Дорожно-строительная техника
- Устройство согласования постоянной мощности машины динамического уплотнения
- Краново-копровая машина динамического уплотнения автоматическая
- Трамбующие молоты краново-копровой машины динамического уплотнения