-
Электронное Письмо
bobangzg@gmail.com -
Телефон
+86-18874101857




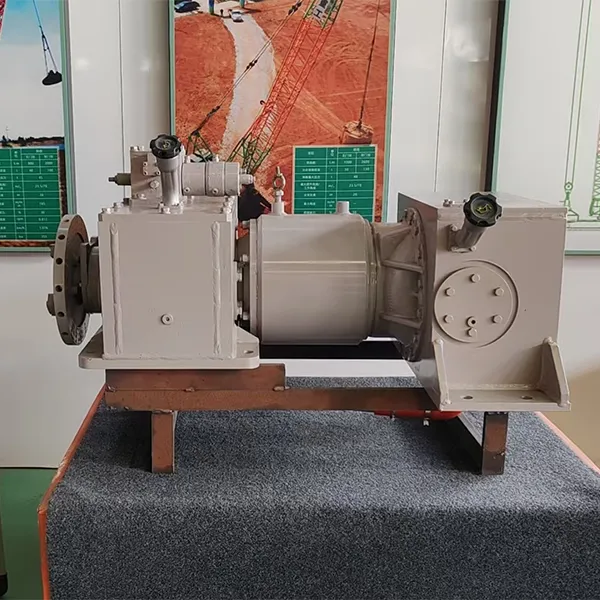
Цилиндр тормоза обхватывающего типа машины динамического уплотнения
Когда говорят про цилиндр тормоза обхватывающего типа, многие сразу представляют себе стандартный гидравлический узел, как на экскаваторе или бульдозере. Но в машинах динамического уплотнения — это совсем другая история. Здесь главное не просто остановить, а контролировать и гасить инерцию многотонной плиты после удара. Частая ошибка — пытаться применить решения из обычной дорожной техники, не учитывая специфику ударных нагрузок и вертикального крутящего момента. Сам через это прошел, пока не набил шишек.
Конструктивная специфика и почему она важна
В машине динамического уплотнения, особенно в установках с высоким крутящим моментом, тормозной цилиндр — это не просто исполнительный механизм. Он работает в паре с системой управления опусканием плиты. Задача — обеспечить плавное, но быстрое обхватывание вала или ступицы в момент, когда нужно зафиксировать механизм перед следующим подъемом. Если конструкция не учитывает вибрации и ударные перегрузки, начинаются проблемы: подтекание уплотнений, задиры на штоке, а в худшем случае — клин и обрыв.
Вспоминается один проект на намывной территории под Санкт-Петербургом. Использовали машину с тормозом, позаимствованным по конструкции у виброкатка. Вроде бы, нагрузки схожие? Как бы не так. После двух недель интенсивной работы цилиндр начал ?потеть? маслом, а потом и вовсе перестал четко фиксировать. Разобрали — а там манжеты разбиты, зеркало штока в задирах. Оказалось, материал уплотнений не был рассчитан на частые ударные импульсы от падающей плиты. Пришлось срочно искать альтернативу.
Именно здесь становится понятно, почему некоторые производители, глубоко укоренившиеся в отрасли, делают ставку на собственную разработку ключевых узлов. Компания ООО Хунань Бобан Тяжёлая Промышленность, которая с 2006 года фокусируется на методах динамического уплотнения, в своих машинах использует цилиндры с усиленной конструкцией корпуса и многоступенчатым уплотнением. На их сайте bobang.ru можно увидеть, что оборудование предназначено для работ с высоким крутящим моментом в вертикальном направлении — а это прямая отсылка к надежности именно таких систем фиксации.
Проблемы на практике: от вибрации до грязи
Теория теорией, но основные сложности всплывают в поле. Первый враг — вибрация. Она не только расшатывает крепления, но и вызывает кавитацию в гидравлической жидкости, если система не сбалансирована. Это ведет к эрозии внутренних поверхностей цилиндра и потере давления. Второй — банальная строительная грязь и влага. Обхватывающий тормоз часто расположен в зоне, открытой для выброса грунта. Если в конструкции нет эффективных грязесъемников и лабиринтных уплотнений, абразив быстро выводит узел из строя.
Был случай на строительстве подъездных путей к порту. Машина работала на влажных глинистых грунтах. Тормозной цилиндр, несмотря на защитные кожухи, за неделю набрал столько грязи, что ход штока стал неравномерным. Механик пытался промывать систему на месте, но это давало временный эффект. Проблему решили только установкой дополнительного сильфонного гофра, который полностью изолировал шток. Но это уже была кустарная доработка, не предусмотренная заводом-изготовителем.
Отсюда вывод: при выборе или обслуживании машины динамического уплотнения нужно смотреть не только на паспортные данные цилиндра, но и на то, как продумана его защита в конкретной компоновке машины. Иногда простая, но надежная конструкция с легкодоступными узлами для чистки оказывается выгоднее навороченной, но ?запечатанной? системы.
Взаимосвязь с общей системой управления машиной
Цилиндр тормоза обхватывающего типа — это не автономный элемент. Его работа напрямую завязана на гидравлическую станцию, блок управления и датчики положения. Если в системе нет точной обратной связи, цилиндр может либо недожать, создавая люфт и удар при следующем цикле, либо пережать, вызывая перегрев и износ. В современных машинах, например, в полной серии машин для динамического уплотнения от ООО Хунань Бобан, часто используется пропорциональная гидравлика, которая позволяет плавно регулировать давление сжатия в зависимости от режима работы.
На одной из модернизаций старого оборудования столкнулись с тем, что после замены цилиндра на более мощный, начала ?глючить? вся система. Новый цилиндр требовал другого расхода и времени срабатывания, а старый блок управления не мог этого обеспечить. Пришлось перепрошивать контроллер и менять настройки редукционных клапанов. Это лишний раз подтверждает, что даже такая, казалось бы, механическая деталь, является частью сложного электронно-гидравлического контура.
Поэтому при диагностике проблем не стоит сразу винить сам цилиндр. Часто причина кроется в износе насоса, завоздушивании магистралей или сбое в датчике. Нужно смотреть на систему в комплексе.
Материалы и долговечность: на чем нельзя экономить
Шток, корпус, уплотнения — от материала этих деталей зависит ресурс всего узла. Для штока в таких условиях обязательна высокопрочная сталь с хромированным покрытием высокой твердости (не менее 0.05 мм). Дешевое хромирование стирается за сезон. Корпус — лучше цельнокованый, а не сварной, чтобы избежать трещин от циклических нагрузок. Что касается уплотнительных комплектов, то здесь однозначно нужно использовать полиуретан или специальные фторкаучуки, устойчивые к ударным нагрузкам и перепадам температур.
Экономия на материалах — это ложная экономия. Помню, как на одном из объектов закупили ?аналогичные? уплотнительные кольца втридешева, чтобы быстро починить цилиндр. Они разбухли от рабочей жидкости уже через 50 моточасов и полностью заблокировали движение штока. Простой машины и стоимость нового, уже оригинального ремкомплекта, многократно перекрыли мнимую выгоду.
Производители, которые дорожат репутацией, как та же ООО Хунань Бобан Тяжёлая Промышленность, используют в своем оборудовании для крупных инфраструктурных проектов проверенные материалы и поставляют полную техническую документацию, вплоть до рекомендаций по замене уплотнений. Это серьезно упрощает жизнь службе эксплуатации.
Резюме: на что смотреть при оценке узла
Итак, подводя черту. Когда имеешь дело с цилиндром тормоза обхватывающего типа машины динамического уплотнения, нужно оценивать несколько аспектов сразу. Первое — соответствие конструкции именно ударным, а не статическим нагрузкам. Второе — уровень защиты от внешних воздействий (грязь, влага). Третье — интеграция с системой управления машины. И четвертое, но не менее важное — качество материалов и доступность запасных частей.
Опыт показывает, что надежнее работать с техникой, где этот узел разработан как часть целостной системы, как в случае со специализированным оборудованием для аэропортов, портов и намывных территорий. Это не гарантирует полного отсутствия проблем, но сводит их вероятность к управляемому минимуму.
В конечном счете, такой цилиндр — это показатель общей культуры производства машины. Если он сделан с пониманием реальных условий работы, то и остальные узлы, скорее всего, будут на уровне. А если это ?вещь в себе?, собранная из чего попало, то жди неприятностей. Проверено не раз.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 BTM2000HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM2000HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 Специальные тормозные колодки для машины динамического уплотнения
Специальные тормозные колодки для машины динамического уплотнения -
 BTM600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 Циркуляционный масляный фильтр
Циркуляционный масляный фильтр -
 Модульный узел трансмиссии Т-серия
Модульный узел трансмиссии Т-серия -
 Модуль главной механической лебёдки
Модуль главной механической лебёдки -
 Специальный большой усилитель для машины динамического уплотнения
Специальный большой усилитель для машины динамического уплотнения -
 Ножной пропорциональный тормозной клапан
Ножной пропорциональный тормозной клапан -
 BTM1600HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM1600HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 Гидравлические цилиндры различных типов
Гидравлические цилиндры различных типов -
 BTM2600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM2600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 Поворотный шарнир для главного каната
Поворотный шарнир для главного каната
Связанный поиск
Связанный поиск- Краново-копровая машина динамического уплотнения для ударных свай
- Фильтр масла гидравлического управления машины динамического уплотнения
- Вибрационная катковая краново-копровая машина динамического уплотнения
- Трамбующие молоты краново-копровой машины динамического уплотнения
- Гусеничная механическая краново-копровая машина динамического уплотнения
- Краново-копровая машина динамического уплотнения с низким временем простоя
- Катковая краново-копровая машина динамического уплотнения
- Вибропогружаемая свая
- Регулируемый гидромотор изменения вылета стрелы машины динамического уплотнения
- Гусеничная плита машины динамического уплотнения