-
Электронное Письмо
bobangzg@gmail.com -
Телефон
+86-18874101857




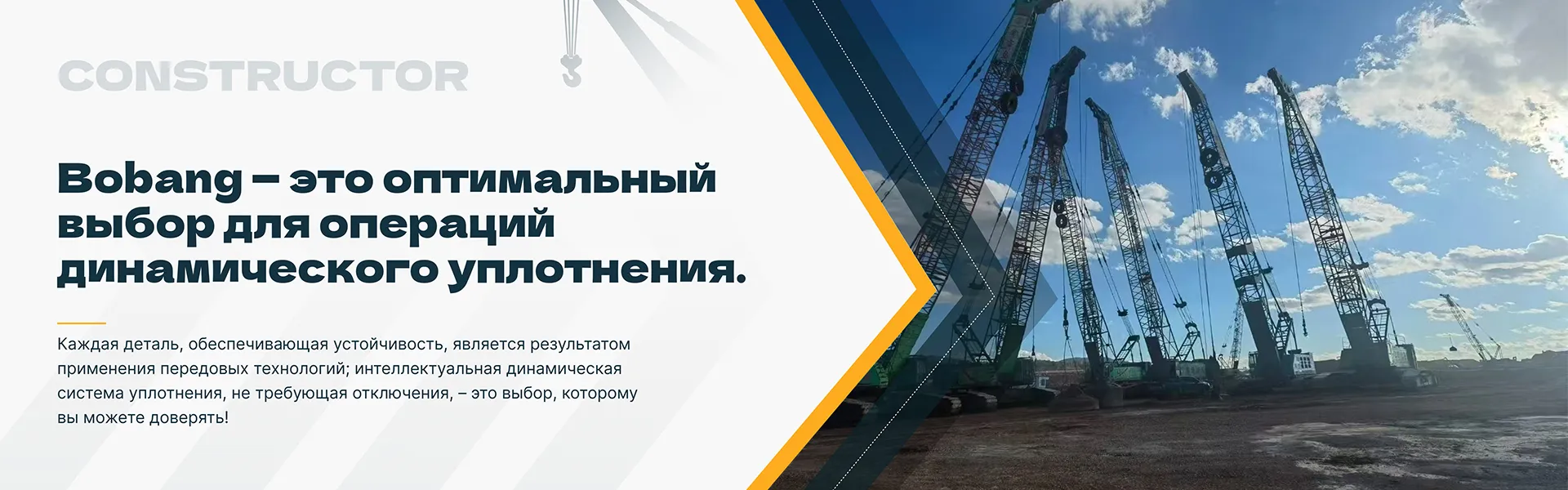
Сборочный узел опоры лебёдки изменения вылета стрелы машины динамического уплотнения
Вот этот узел — многие думают, что это просто кронштейн для лебёдки, но на деле это ключевой элемент, который определяет, насколько точно и, главное, безопасно будет работать изменение вылета стрелы. Если здесь сэкономить или сделать 'как-нибудь', вся машина потом будет страдать: вибрации, перекосы, преждевременный износ редуктора. Я не раз видел, как на объектах из-за плохо рассчитанного или собранного узла опоры лебедки вылет 'гулял' на несколько сантиметров, а это при работе с тяжелым трамбующим грузом — прямая дорога к аварии или, как минимум, к браку в уплотнении грунта. Особенно критично это для машин динамического уплотнения, где нагрузки носят ударный, циклический характер.
Конструкция, которую не найдёшь в учебниках
Когда мы начинали модернизацию старого ДУ-12, именно этот узел стал головной болью. Чертежи от завода-изготовителя давали только общую схему, а по факту крепление к раме стрелы было явно слабым. В теории всё держалось на восьми болтах М20, но на практике после месяца работы на намывных территориях под Санкт-Петербургом четыре из них были срезаны. Почему? Потому что конструкторы не учли крутящий момент от лебёдки в момент резкой остановки груза. Это не статическая нагрузка, это динамический удар.
Пришлось переделывать. Усилили не только сам кронштейн, добавив ребра жёсткости из листа 40 мм, но и изменили схему крепления к стреле. Вместо болтового соединения ввели призонные болты в сочетании со сварными косынками по контуру. Это увеличило трудоёмкость сборки, но зато узел перестал 'играть'. Кстати, здесь хорошо видна разница между просто 'собрать' и 'рассчитать под реальные условия'. Многие производители, особенно второстепенные, грешат первым.
В этом контексте интересен подход компании ООО Хунань Бобан Тяжёлая Промышленность. На их сайте bobang.ru указано, что они с 2006 года фокусируются на проектировании методов динамического уплотнения и модернизации техники. Глядя на их модели машин, видно, что в узле опоры лебёдки они используют литую конструкцию вместо сварной, что, вероятно, лучше гасит вибрации. Но и у литья есть свой минус — сложность ремонта в полевых условиях. Если треснула сварная косынка, её можно заварить на месте. С литым корпусом так не получится.
Материалы и 'неочевидный' износ
Казалось бы, что сложного — взять сталь СТ3 или даже 09Г2С и вырезать деталь. Но для сборочного узла опоры лебёдки этого мало. Места контакта с оси барабана лебёдки и направляющими роликами троса работают на истирание. Мы в своё время попробовали поставить стандартные втулки скольжения — за сезон их 'съело'. Перешли на бронзу БрАЖ9-4, ресурс вырос втрое, но и цена узла подскочила заметно.
Ещё один нюанс — защита от окружающей среды. Машины динамического уплотнения часто работают на береговых укреплениях, портовых территориях, то есть в агрессивной солёной среде. Краска на узле держится плохо. Один из наших неудачных экспериментов — попытка покрыть узел полиуретановым составом. В теории отличная защита от коррозии. На практике — под ним скапливалась влага от конденсата, и точечная коррозия пошла даже быстрее. Вернулись к классике: дробеструйная очистка + грунт + два слоя эпоксидной эмали. Не идеально, но предсказуемо.
Здесь опять же можно провести параллель с ассортиментом ООО Хунань Бобан. В описании их продукции упоминается применение в крупных инфраструктурных проектах, таких как аэропорты и порты. Логично предположить, что для таких условий они должны использовать для ответственных узлов, включая опору лебёдки, материалы с повышенной коррозионной стойкостью, возможно, нержавеющие стали для крепёжных элементов. Но это лишь предположение, по открытым каталогам таких деталей не видно.
Монтаж и регулировки на объекте — где кроются ошибки
Самая большая проблема часто возникает не на заводе, а при сборке машины на стройплощадке. Узел опоры лебёдки изменения вылета стрелы требует точной юстировки относительно плоскости стрелы и оси барабана. Если монтажники торопятся и ставят его 'на глаз', потом возникают постоянные перекосы троса, его преждевременный износ и, что хуже всего, неравномерная намотка на барабан. Видел случай, когда из-за этого трос соскочил с барабана при подъёме груза — хорошо, что никто не пострадал, но простой техники составил две недели.
Мы выработали простой, но эффективный метод контроля. После установки узла на стрелу, но до натяжения троса, прокручиваем барабан лебёдки вручную и смотрим лазерным уровнем на отклонение плоскости. Допуск — не более 1 мм на метр длины. Да, это долго, но это дешевле, чем потом менять тросы и ремонтировать редуктор.
Интересно, как с этим справляются на серийном производстве, например, на заводе, который выпускает полную серию машин для динамического уплотнения, как заявлено на bobang.ru. Скорее всего, у них есть стапельная сборка, где стрела с уже смонтированными узлами собирается в кондукторе. Это сводит ошибки монтажа к минимуму. Но для подрядчиков, которые покупают технику, этот момент часто остаётся 'чёрным ящиком'.
Взаимосвязь с другими системами машины
Этот узел — не изолированная деталь. Его работа напрямую влияет на гидравлическую систему привода лебёдки и на систему управления вылетом стрелы. Если опора деформировалась или ослабла, создаётся дополнительное сопротивление вращению барабана. Датчики давления в гидросистеме фиксируют рост, блок управления может интерпретировать это как перегруз и давать ложные команды на остановку. Оператор начинает ругаться на 'глючную электронику', а причина — в механике.
Был у нас показательный случай на объекте строительства железной дороги. Машина динамического уплотнения стала периодически 'отказываться' увеличивать вылет. Сервис-инженеры поменяли блок управления, датчики — не помогло. Когда уже опустили стрелу и полезли смотреть механику, обнаружили, что одна из сварных швов на узле опоры лебёдки дала трещину. Узел просел на пару миллиметров, этого хватило, чтобы создать критический перекос. После ремонта 'глюки' исчезли.
Это к вопросу о комплексном подходе, который декларируют компании вроде ООО Хунань Бобан Тяжёлая Промышленность. Специализация на оборудовании для работ с высоким крутящим моментом в вертикальном направлении подразумевает, что они должны глубоко прорабатывать такие взаимосвязи на этапе проектирования. То есть их сборочный узел опоры лебёдки должен быть изначально рассчитан на то, чтобы его жёсткость и геометрия не становились причиной сбоев в электронике.
Выводы и субъективные наблюдения
Так к чему всё это? К тому, что в машине динамического уплотнения нет 'просто креплений'. Сборочный узел опоры лебёдки изменения вылета стрелы — это яркий пример детали, от которой зависит надёжность всей сложной и дорогой системы. Экономия на материалах, упрощение конструкции или халтура при монтаже здесь вылезают боком очень быстро и очень дорого.
Опыт, в том числе и негативный, подсказывает, что при выборе или модернизации техники нужно требовать от производителя максимальной детализации именно по таким узлам. Не просто 'кронштейн из стали', а конкретные марки материалов, чертежи с допусками, протоколы испытаний на усталость. Компании, которые давно в отрасли, как та же ООО Хунань Бобан, теоретически должны иметь такие наработки. Их опыт, 'глубоко укоренённый в отрасли на протяжении многих лет', должен материализоваться в продуманных конструктивных решениях, а не только в красивых каталогах.
В конечном счёте, надёжность этого узла — это вопрос не только техники, но и ответственности. Ответственности проектировщика, сборщика и, в итоге, оператора, который должен вовремя заметить первые признаки неисправности: повышенную вибрацию, посторонний звук при работе лебёдки, неравномерный износ троса. Мелочей здесь нет.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Многофункциональный электромеханический шкаф управления
Многофункциональный электромеханический шкаф управления -
 BTM600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 Фрикционная лента сцепления для подъёма крюка лебёдки
Фрикционная лента сцепления для подъёма крюка лебёдки -
 Специальные тормозные колодки для машины динамического уплотнения
Специальные тормозные колодки для машины динамического уплотнения -
 Модульный узел трансмиссии Т-серия
Модульный узел трансмиссии Т-серия -
 Блок интегрированной цифровой интеллектуальной системы электронного управления
Блок интегрированной цифровой интеллектуальной системы электронного управления -
 Кабина машиниста
Кабина машиниста -
 Специальный малый усилитель для машины динамического уплотнения
Специальный малый усилитель для машины динамического уплотнения -
 BTM1600HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM1600HD-KE Интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 BTM2600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом
BTM2600HD-RDC Восстановленная интеллектуальная гибридная машина динамического уплотнения с неотцепляемым молотом -
 Гидравлические цилиндры различных типов
Гидравлические цилиндры различных типов -
 Промежуточный охладитель жидкости радиатора
Промежуточный охладитель жидкости радиатора
Связанный поиск
Связанный поиск- Промежуточный охладитель машины динамического уплотнения
- Краново-копровые многофункциональные машины для динамического уплотнения грунта
- Краново-копровая машина динамического уплотнения с низкой себестоимостью
- Главный гидравлический насос машины динамического уплотнения
- Фильтр трансмиссионного масла машины динамического уплотнения
- Краново-копровая машина динамического уплотнения с низким временем простоя
- Регулируемый гидромотор изменения вылета стрелы машины динамического уплотнения
- Сборочный узел опоры лебёдки изменения вылета стрелы машины динамического уплотнения
- Краново-копровая машина динамического уплотнения 600 тс·м
- Башенные краны с плоской вершиной